Sequencing and Scheduling | Industrial Engineering - Mechanical Engineering PDF Download
| Table of contents |
|
| Scheduling |
|
| Types of Scheduling |
|
| Sequencing |
|
| Johnson’s Rule |
|

Sequencing refers to the order in which tasks are performed, where each task begins only after the previous one is completed. Scheduling, however, involves assigning specific times for people to accomplish various tasks. Scheduling improves delivery performance and reduces manufacturing time and cost.
Scheduling
- Definition: Allocating resources over time to complete specific tasks.
- Demand Scheduling: Assigning customers a specific time for order fulfillment.
- Workforce Scheduling: Determining when employees work.
- Operations Scheduling: Assigning jobs to workstations or employees for specific time periods.
Importance of Operations Scheduling
Operations scheduling is crucial for an organization's success, although it can be complex. Effective schedules help meet customer delivery dates and inventory targets. It involves:
- Assigning jobs to specific work centers or machines
- Determining the timing for job assignments and completions
- Allocating resources like manpower and materials
- Sequencing operations
- Implementing feedback and control functions to address deviations
Objectives of Operations Scheduling
- Efficient use of labor
- Optimal use of equipment
- Increased profitability
- Higher output
- Improved service levels
- Maximized delivery performance
- Minimized inventory
- Reduced manufacturing time
- Minimized production costs
- Minimized worker costs
Functions of Operations Scheduling
- Resource allocation
- Shop floor control
- Maximizing plant use at minimum cost
- Ensuring optimal manpower utilization
- Determining job sequences
- Specifying start and end times for jobs
- Quick feedback on delays and interruptions
- Keeping updated information on material availability and expected delivery dates
- Maintaining up-to-date data on machine breakdowns and servicing
Types of Scheduling
Forward Operations Scheduling:
- Based on time
- Starts with scheduling the first task from the planned order release date
- Subsequent tasks are scheduled sequentially
Backward Operations Scheduling:
- Also based on time
- Starts with scheduling the last activity from the planned receipt date
- Previous activities are scheduled based on the start time of the last task
Sequencing
- Prioritizing jobs assigned to a resource
- If no order is specified, use first-come, first-served (FCFS)
Other Sequencing Rules:
- FCFS: First-come, first-served
- LCFS: Last come, first served
- DDATE: Earliest due date
- CUSTPR: Highest customer priority
- SETUP: Similar required setups
- SLACK: Smallest slack
- CR: Smallest critical ratio
- SPT: Shortest processing time
- LPT: Longest processing time
Sequencing Jobs
- Operations schedules are short-term plans to implement the sales and operations plan
Job Shop:
- Low- to medium-volume production
- Utilizes job or batch processes
- Equivalent to the front office in service industries
- Difficult to schedule due to job routing variability and new job introductions
Flow Shop:
- Medium- to high-volume production
- Utilizes line or continuous flow processes
- Equivalent to the back office in service industries
- Easier to schedule due to common job flow patterns
Priority Sequencing Rules
- First-come, first-served (FCFS)
- Earliest due date (EDD)
- Critical ratio (CR)
CR = [(Due date) – (Today’s date)]/Total shop time remaining
- A ratio of less than 1.0 implies that the job is behind schedule
- A ratio greater than 1.0 implies the job is ahead of schedule
- The job with the lowest CR is scheduled next
- Shortest processing time (SPT)
- Slack per remaining operations (S/RO)
The job with the lowest S/RO is scheduled next
S/RO = [(Due date –Today’s date)–Total shop time remaining] / Number of operations remaining
Johnson’s Rule
Johnson’s Rules a technique that can be used to minimize the completion time for a group of jobs that are to be processed on two machines or at two successive work centers.
Objectives of Johnson’s Rule
The Objectives of Johnson’s Rule are:
- To minimize the processing time for sequencing a group of jobs through two work centers.
- To minimize the total idle times on the machines.
- To minimize the flow time from the beginning of the first job until the finish of the last job.
Conditions for Johnson’s Rule
In order for the technique to be used, several conditions must be satisfied:
- Job time(including setup and processing) must be known and constant for each job at each work center.
- Job times must be independent of the job sequence.
- All jobs must follow the same two-setup work sequence.
- Job priorities cannot be used.
Steps Involved In Johnson’s Rule
Minimizes makespan when scheduling a group of jobs on two workstations
Step 1: Scan the processing time at each workstation and find the shortest processing time among the jobs not yet scheduled. If two or more jobs are tied, choose one job arbitrarily.
Step 2: If the shortest processing time is on workstation 1, schedule the corresponding job as early as possible. If the shortest processing time is on workstation 2, schedule the corresponding job as late as possible.
Step 3: Eliminate the last job scheduled for further consideration. Repeat steps 1 and 2 until all jobs have been scheduled
Solved Example:
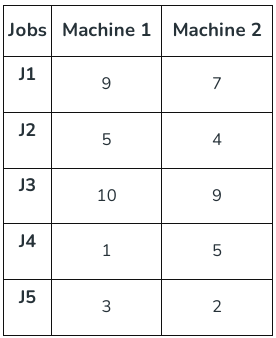 Sol:
Sol:
The smallest time is 1 for Machine 1, process it first.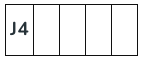 Next, the smallest time is 2 for Machine 2, process it last
Next, the smallest time is 2 for Machine 2, process it last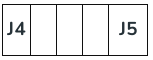
The next smallest time is 3 of job 5 but Job 5 is already being processed by Machine 2. Discard it.
Next, the smallest time is 4 for Machine 2, process it last just before J5.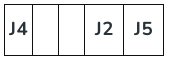 The next smallest time is 5 for job 2 but job 2 is already being processed by Machine 2. Discard it.
The next smallest time is 5 for job 2 but job 2 is already being processed by Machine 2. Discard it.
Next, the smallest value is 7 for Machine 2, process it last just before J2.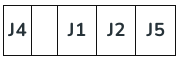 Next, the smallest value is for Machine 1 & Machine 2, J1 of Machine 1 is already being processed on Machine 2 . So, take J3 of Machine 2 and process it last just before J3.
Next, the smallest value is for Machine 1 & Machine 2, J1 of Machine 1 is already being processed on Machine 2 . So, take J3 of Machine 2 and process it last just before J3.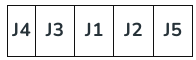 So, the final sequence of processing the jobs is J4, J3, J1, J2, and J5.
So, the final sequence of processing the jobs is J4, J3, J1, J2, and J5.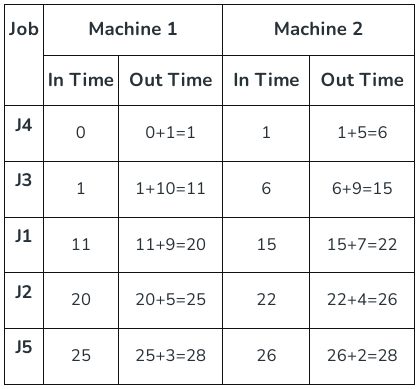 Total Elapsed Time = 28
Total Elapsed Time = 28
Idle time of Machine 1 = 0
Idle time of Machine 2 = 1 (Machine 2 has to wait for Machine 1 for 1 unit during the execution of Job 4.
|
30 videos|64 docs|30 tests
|
FAQs on Sequencing and Scheduling - Industrial Engineering - Mechanical Engineering
| 1. What are the different types of scheduling methods used in mechanical engineering? |  |
| 2. How does sequencing play a role in scheduling in mechanical engineering? | |
| 3. What is Johnson's Rule and how is it used in scheduling? | |
| 4. How can mechanical engineers benefit from implementing effective scheduling techniques? | |
| 5. What are some common challenges faced when it comes to sequencing and scheduling in mechanical engineering projects? | |



shortcuts and tricks
,Summary
,video lectures
,Viva Questions
,Objective type Questions
,Free
,practice quizzes
,Important questions
,study material
,Sequencing and Scheduling | Industrial Engineering - Mechanical Engineering
,ppt
,MCQs
,mock tests for examination
,Previous Year Questions with Solutions
,Sample Paper
,past year papers
,Sequencing and Scheduling | Industrial Engineering - Mechanical Engineering
,Semester Notes
,Sequencing and Scheduling | Industrial Engineering - Mechanical Engineering
,Exam
,Extra Questions
;


Sequencing and Scheduling Free PDF Download
Importance of Sequencing and Scheduling
Sequencing and Scheduling Notes
Sequencing and Scheduling Mechanical Engineering Questions
Study Sequencing and Scheduling on the App
|
© EduRev
|
Education Revolution
|



|






within 7 days!